








Продукция




-

Сварочные источники питания
-

Трубогибный стан
-

Вертикальный обрабатывающий центр VMC855
-

Универсальный станок с ЧПУ для сборки сварки и правки двутавровых балок
-

Сварочный стол
-

Станок гидро-абразивной резки
-

Токарно-винторезный станок с ЧПУ
-

Портальная сварочная установка
-

Вертикальный сверлильный станок
-

Запчасти известных европейских брендов
-

Линия для производства дорожного ограждения
-

Сварочный позиционер
-

Автоматическая линия для формировки профили С
-

Станок для правки полок балки
-

Сварочная колонна 250т
-

Сварочная колонна

х координатный обрабатывающий центр с подвижной стойкой
6-х координатный обрабатывающий центр с подвижной стойкой
Описание
маркер
I. Описание конструкции
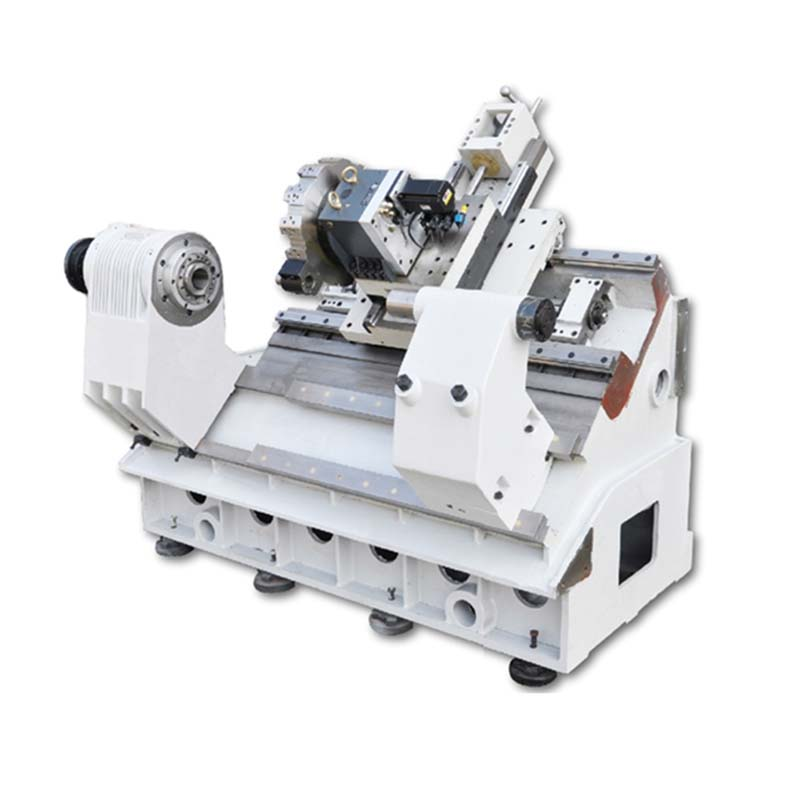
1.1 Основная конструкция станка
Настоящая серия станков представляет собой новую многофункциональную линию по производству станков, разработанную в соответствии с новой концепцией дизайна. На станках можно изготавливать от небольших деталей до самых крупных заготовок сложной формы в больших количествах с возможностью выбора от 3 до 5 осей. Станок имеет 3-осевую конструкцию с подвижной стойкой и неподвижным столом. Благодаря неподвижному столу ход оси X может быть максимально увеличен и сконфигурирован с широким диапазоном ходов оси X. Это позволяет заказчику оптимизировать выбор конфигурации оборудования для соответствующего хода.
Схема подключения системы:

Горизонтальный поворотный стол оси A входит в стандартную комплектацию для удовлетворения потребностей обработки различных типов заготовок.
Стандартное оборудование оснащено пятиосевой маятниковой головкой, которая может обрабатываться под разными углами и используется при обработке сложных деталей.

В конструкции станка используется дизайн цифрового прототипа, который максимально устраняет дефекты конструкции при проектировании. Важные конструктивные элементы станка были проанализированы с помощью метода конечных элементов, и была принята оптимальная конструкция. Стойка имеет большепролетную конструкцию, которая эффективно повышает жесткость стойки станка, а усиленное основание повышает устойчивость станка. Отливки изготовлены из высококачественного чугуна HT300, который обладает отличной прочностью и сейсмостойкостью. Внутренние части отливок покрыты высокопрочными усиленными ребрами жесткости, что значительно повышает общую жесткость отливок.

1.2 Система ЧПУ Simens ONE
1.2.1 ONE - это высококачественная система ЧПУ производства Siemens, которая широко используется в мировой станкостроительной промышленности с ЧПУ, имеет отличную производительность и высокую долю рынка.
Цифровая система ЧПУ: SINUMERIK ONE - это не просто инновация в области аппаратного обеспечения, ее цифровой двойник может помочь вам выполнить полное моделирование и тестирование рабочих процессов в виртуальной среде, становясь ключевым элементом цифровой трансформации.

Система ЧПУ SINUMERIK ONE с интегрированным ПЛК SIMATIC S7-1500F доступна в двух вариантах исполнения: на базе шкафа и на базе панели.

Платформа инженерной конфигурации- TIA Portal:
SINUMERIK ONE может быть полностью интегрирован в TIA Portal, открывая возможность создания эффективной инженерной базы для производителей станков. Новая система управления также опирается на Safety Integrated Plus как единый отраслевой стандарт в области безопасности siemens. В SINUMERIK ONE реализована многоуровневая концепция "защита в глубину", которая была предусмотрена для ИТ-безопасности еще на этапе разработки концепции продукта.

Программное обеспечение цифрового двойника – виртуальная наладка:
С помощью цифрового двойника Create MyVirtual Machine станки могут быть спроектированы и введены в эксплуатацию еще до создания прототипов. Это означает перенос задач из реального мира в виртуальную среду, что значительно сокращает время вывода станков на рынок. Цифровой двойник коренным образом изменил наши методы работы.

Конечные пользователи станков могут использовать Run MyVirtual Machine для импорта виртуальной машины, созданной Create MyVirtual Machine, и могут завершить виртуальную приемку станков, обучение персонала (настройка и эксплуатация станка), проверку программы, виртуальную обработку и расчет производственного цикла в виртуальной среде. Таким образом, значительно сокращается время вспомогательного производства. Цифровой двойник коренным образом изменил способ нашего производства.
Схема подключения системы:

Схема подключения приводной системы:

1.2.2 Выбор серводвигателя:
1FK2210-4AB01-0MB0 для оси X
https://mall.industry.siemens.com/mall/zh/cn/Catalog/Product/1FK2210-4AB01-0MB0
1FK2210-4AB01-0MB0 для оси Y
https://mall.industry.siemens.com/mall/zh/cn/Catalog/Product/1FK2210-4AB01-0MB0
1FK2210-5AC11-0MB0 для оси Z
https://mall.industry.siemens.com/mall/zh/cn/Catalog/Product/1FK2210-5AC11-0MB0
1FK2208-3AC01-0MB0 для оси A
https://mall.industry.siemens.com/mall/zh/cn/Catalog/Product/1FK2208-3AC01-0MB0
Двигатели для осей B/C на данный момент не подтверждены, и выбор конкретных моделей откладывается.
Примечание: модель двигателя может быть скорректирована в соответствии с фактической ситуацией с закупкой, но гарантированно будет лучше, чем указанные выше характеристики двигателя.
1.2.3 Функция Shopmill

1.2.4 Функция Measure Cycle
Чтобы активировать цикл измерений, необходимо активировать авторизацию: цикл измерений 6FC5800-0AP28-0YB0 и расширенная операция 6FC5800-0AP16-0YB0, как показано ниже:
*Калибровка радиуса зонда в режиме JOG
- Вызовите зонд и включите его, убедитесь, что сигнал нормальный.
- Подготовьте кольцевой калибр стандартного размера и хорошо закрепите его.
- С помощью маховика переместите шаровую головку приблизительно к центру кольцевого калибра, убедитесь, что шаровая головка может касаться глубины кольцевого калибра.

- В режиме JOG в порядке <Измерение заготовки>---<Калибровка измерительной головки>--<Радиус>, размер измерения устанавливается равным размеру кольцевого калибра.
- Нажмите кнопку CYCLESTART, система начнет измерение автоматически.
- По окончании измерения радиус шаровой головки будет автоматически обновлен.
1.2.5 Функция возврата к точке останова
В случае поломки инструмента вы можете использовать эту функцию для возврата в положение сломанного инструмента и продолжения обработки.

1.2.6 Маховик
Выбор отечественных маховиков марки SAIYANG, который в настоящее время является брендом с самой высокой долей отечественного производства.
(https://www.saiyang.com.cn/product.html?lang=zh#p1_2)
Портативный блок
Особенности:
- Компактный и прочный.
- С сигнальной лампочкой источника питания (LED).
- Мощное магнитное устройство, встроенное в заднюю крышку.
1.3 Пятиосевая маятниковая головка высокой жесткости
Основные компоненты пятиосевой маятниковой головки имеют цельную литую конструкцию, обеспечивающую оптимизацию жесткости соединения компонентов. Максимальный угол поворота оси B может достигать (±105) градусов, а для приводной конструкции используется конструкция двигателя с прямым приводом и высокоточный кольцевой энкодер, также кольцевая тормозная конструкция. В конструкции поворотного подшипника используются комбинированные подшипники с высокой жесткостью и высокой точностью поворотного стола, что позволяет значительно повысить жесткость маятниковой головки шпинделя.


1.3 Пятиосевая маятниковая головка высокой жесткости
Основные компоненты пятиосевой маятниковой головки имеют цельную литую конструкцию, обеспечивающую оптимизацию жесткости соединения компонентов. Максимальный угол поворота оси B может достигать (±105) градусов, а для приводной конструкции используется конструкция двигателя с прямым приводом и высокоточный кольцевой энкодер, также кольцевая тормозная конструкция. В конструкции поворотного подшипника используются комбинированные подшипники с высокой жесткостью и высокой точностью поворотного стола, что позволяет значительно повысить жесткость маятниковой головки шпинделя.
1.4 Шпиндель
В стандартную комплектацию входит встроенный шпиндель 35кВт-15000 об/мин.
Высокоскоростной, высокоточный шпиндель является мощным инструментом для высокоскоростной обработки с низкой вибрацией, высокой скоростью резания, малой инерцией и высокой скоростью отклика и используется для высокоскоростной 5-осевой обработки криволинейных поверхностей. Передняя часть шпинделя имеет многослойную уплотнительную конструкцию, которая эффективно уменьшает проникновение смазочно-охлаждающей жидкости, масла, газа и мусора внутрь шпинделя и повышает надежность шпинделя. Встроенное охлаждение шпинделя обеспечивает общую температурную стабильность шпинделя и стабильность теплового удлинения хвостовика шпинделя.

Хвостовик шпинделя имеет конструкцию BBT50, двусторонняя конструкция с ограниченным контактом обеспечивает жесткость соединения хвостовика, что значительно повышает жесткость резания шпинделя и увеличивает срок службы инструмента, а также качество обрабатываемой поверхности.
Технические параметры шпинделя приведены ниже:

Диаграмма мощности и крутящего момента шпинделя
1.5 Приводные принадлежности
Для всех трех осей X/Y/Z используются роликовые направляющие с высокой жесткостью предварительного сжатия, прецизионный шлифовальный винт без люфта. Опора винта фиксируется с двух сторон, а сам винт предварительно растягивается, что позволяет эффективно снизить влияние повышения температуры на точность винта.

1.6 Поворотный рабочий стол, задняя бабка патрона
Высокоточный и высокожесткий поворотный рабочий стол.
Наличие горизонтального поворотного стола модели MNC503 с поверхностью поворотного стола Φ500 и центральным отверстием большого диаметра Φ254. Максимальная нагрузка без задней бабки составляет 350 кг, поворотный стол спроектирован с охватывающим масляным тормозным механизмом, крутящий момент тормоза большой, поворотный стол подвержен небольшому влиянию тормозной силы, не вызывает отклонения тормоза.


Дисковая задняя бабка с 10-дюймовым отверстием

Четырехкулачковый патрон с 10-дюймовым отверстием

Технические характеристики кулачка:
| Спецификация | L | H | B | G | h | a | b | c | MXT |
| 630 | 170 | 110 | 50 | 32 | 25 | 18 | 18 | 27 | Квадратная пряжка 40X6-левая |
Примечание: из-за наружного диаметра патрона 630 для поворотного стола и задней бабки необходимо использовать прокладку, чтобы обеспечить высоту центра 340 во избежание помех вращению патрона.
1.7 Магазин инструментов
Настоящая модель может быть оснащена дисковым/цепным магазином для инструментов с преимуществами быстрой смены инструмента и большой вместимости инструмента. Для особых требований предлагается также магазин инструментов с расширенными возможностями со стационарным рабочим столом. Магазин инструментов использует электродвигатель для привода.

1.8 Конфигурация оптической линейки
Три линейные оси предназначены для резервирования места для установки оптической линейки и различные марки линейки могут быть выбраны в соответствии с потребностями заказчика. Благодаря наличию оптической линейки, контур управления положением станка становится замкнутым, что позволяет точно позиционировать и эффективно избегать механических ошибок.

1.9 Установка для подачи СОЖ через шпиндель
Установка для подачи СОЖ через шпиндель - это оборудование для обработки и фильтрации режущей и охлаждающей жидкости станка, в основном для повышения качества обработки и эффективности работы. Он может фильтровать стружки, металлические частицы, засаливания и другие примеси, чтобы обеспечить чистоту обработанной жидкости, тем самым эффективно защищая срок службы станка и инструмента. Давление установки для подачи СОЖ через шпиндель составляет 70 кг - объем 280л.


1.10 Импортное пневматическое устройство тормоза
Структура тормоза вращающейся оси использует немецкие импортные пневматические зажимные клещи с более простой структурой установки, зажимные клещи освобождаются и зажимаются пневматическим приводом 0.6 Mпa.В нормальном состоянии достигается зажима зажимных клещ, с безопасностью быстрого зажима после потери источника газа. благодаря использованию пневматической структуры ее зажим и отжим имеют только очень короткое время реакции. По сравнению со структурой гидравлического тормоза часть трубопровода имеет простую конструкцию и не будет возникать утечку масла.

1.11Схема размеров вспомогательных поддерживающих подставок и задней бабки центра



1.11Схема размеров люнета

1.13 Схема удаления стружки станка

1.14 Схема цепных V - образных подвижных зажимов
Диапазон диаметра зажима: φ60 -φ254 мм

1.15 Диапазон обработки и схема размещения заготовок






1.12. Применение зонда
Данная модель может быть оснащена зондом Renishaw модели OMP40.
Это отличный инструмент для измерения точности заготовок на станке, а также для поиска ноля заготовок в процессе обработки.

- Таблица технических параметров
| Наименование | Ед. изм. | MCG6015-ABC |
| Рабочий стол | ||
| Площадь рабочего стола (длина * ширина) | мм | 6000*800 |
| Т-образный паз
(размер x шаг x количество пазов) |
мм | 18 x 150 x 5 |
| Макс. нагрузка на рабочем столе | кг | 5000 (осреднённая нагрузка) |
| Ход | ||
| Ход по оси X | мм | 6000 |
| Ход по оси Y | мм | 1500 |
| Ход по оси Z | мм | 900 |
| Ход по оси A | ° | 360 |
| Ход по оси B | ° | ±105 |
| Ход по оси C | ° | ±360 |
| Расстояние от вертикального торца шпинделя до рабочего стола | мм | -110 ~ +790 |
| Расстояние от центра вращения оси В до центра оси А | мм | -50 ~ +850 |
| Высота центра оси А | мм | 340 |
| Линейная направляющая | ||
| Ширина линейной направляющей (мм) / Количество рельса/ количество ползуна | мм | X: 55, Y: 55, Z: 55 |
| Шариковый винт | ||
| Диаметр шарикового винта /шаг винта | мм | X: Φ80/20, Y: Φ40/12, Z: Φ40/12 |
| Шпиндель | ||
| Конус шпинделя | BBT50 | |
| Скорость вращения шпинделя | об/мин | 30 ~ 15000 |
| Скорость | ||
| Скорость резания | мм/мин | 1 ~ 10000 |
| Скорость быстрого перемещения | мм/мин | X: 12000, Y: 15000, Z: 15000 |
| Скорость оси A | об/мин | 25 |
| Скорость оси B | об/мин | 60 |
| Скорость оси C | об/мин | 60 |
| Точность | ||
| Точность позиционирования | мм | X:0.020,Y:0.006,Z:0.005
A: 10",B:10",C:10" |
| Повторяемость | мм | X:0.010,Y:0.004,Z:0.003
A:4",B:4",C:4" |
| Мотор | ||
| Сервомотор шпинделя | Электрический шпиндель | |
| Номинальная мощность | кВт | 35 |
| Номинальный крутящий момент | Нм | 206(S1)/247(S6) |
| Максимальная скорость вращения | об/мин | 15000 |
| Пятиосевой сервомотор | X: 1FK2210-4AB01-0MB0 * 2
Y: 1FK2210-4AB01-0MB0 Z: 1FK2210-5AC11-0MB0 (с тормозом) A: 1FK2208-3AC01-0MB0 |
|
| Номинальная мощность | кВт | X1/X2: 5.4, Y: 5.4, Z: 7.1, A: 3.05 |
| Номинальный крутящий момент | Нм | X: 40, Y: 40, Z: 50, A: 18
B:ном.712/макс.1340 C:ном.782/макс.1540 |
| Автоматическая система смены инструментов | ||
| Характеристики инструмента | / | BBT50 |
| Способ смены инструментов | / | Выбор инструмента поблизости |
| Количество инструментов | / | 36 |
| Максимальный диаметр инструмента | мм | Φ150 |
| Максимальная длина инструмента | мм | 300 |
| Максимальный вес инструмента | кг | 15 |
| Время смена инструмента (T-T) | сек. | 3.0 |
| Другие | ||
| Требования к питанию | 3Ф380 В, 50 Гц, 60 кВА | |
| Требуемое атмосферное давление | кг/см2 | 5.5 ~ 6.5 |
| Нетто станка | кг | примерно 30000 |
| Размеры станка (Д х Ш х В) | мм | 11500 × 4500 × 4200 |
- III. Стандартные аксессуары и поставщики
3.1 Поставщики аксессуаров
№ Наименование аксессуаров Бренд Место производства 1 Система ЧПУ (включая серводвигатель) Siemens ONE Германия 2 Подшипник для шарикового винта NSK/SKF/THT Япония 3 Шариковый винт и направляющая HIWIN/PMI/THK Тайвань 4 Встроенный электрический Шпиндель HAOZHI/AIBEIKE/SUFENG Китай 5 Автоматическая смазочная система BAOTENG/LIUBIAN Китай 6 Насос охлаждения HEYI Китай 7 Контактор / Реле Schneider Франция 8 Магазин инструментов типа «Рука» 36T-BBT50 Shengjie/Okada/De Da Тайвань 9 Измерительный прибор для предварительной настройки инструментов METROL Япония 10 Зонд (OMP40) RENISHAW Великобритания 11 Поворотный стол диаметра 500 MILL KING Китай 12 Устройство для удаления стружки / Китай 13 Патрон YUXIN Китай 14 Дисковая задняя бабка BAOJIACHENG Китай 15 Вспомогательные поддерживающие подставки заготовки / Китай 16 Маховик SAIYANG Китай 17 Люнет / Китай 18 Установка для подачи СОЖ через шпиндель HEYI Китай 19 Оптическая линейка HEIDENHAIN Германия 20 Пятиосевая маятниковая головка MILL KING Китай 21 Задняя бабка центра-MT5 XUXIN Китай 22 Цепной V - образный подвижной зажим MILL KING Китай 3.2 Стандартные аксессуары
1. Окружающие металлические пластины 16. Бак охлаждающей жидкости 2. Индикатор работы 17. Продувочный пистолет 3. Централизованная автоматическая смазочная система 18. Масляный шприц 4. Газовая завеса шпинделя 19. Устройство для впрыскивания масла (воды) на стороне шпинделя 5. Устройство продувки на стороне шпинделя 20. Теплообменное устройство для электрошкафа 6. Рабочее освещение (лампа дневного света) 21. Трансформатор 7. Встроенный шпиндель 22. Поворотный стол с четырьмя осью (отверстие 10 дюймов) – 1 шт. 8. Установка для рециркуляции смазочного масла 23. Дисковая задняя бабка (отверстие 10 дюймов) – 1 шт.
9. Раздельный маховик (A19230-A6X5C-E-K-M27Z) 24. Задняя бабка центра--MT5-340 мм – 1 шт. 10. Цепное устройство для удаления стружки 25. Вспомогательные поддерживающие подставки заготовки – 3 шт. 11. Обработка соединения DNC 26. Люнет – 2 шт. 12. Память программы карты CF 27. Зонтичный поворотный центр - φ250/75°-1 шт. 13. Комплект уплотнительных принадлежностей для станков (запасные части) 28.Подача СОЖ через шпиндель (70 кг – 280 л) 14.Т-образная гайка -30шт. 29.Установочная шпонка с двумя круглыми головками -10шт. 15.Трехосная оптическая линейка HEIDENHAIN 30.Нанесение водоотталкивающей пленки на защитные окна обзора 31.Цепной V - образный подвижной зажим-2шт. Примечание: конфигурация станка основана на фактическом состоянии, компания гарантирует, что измененная конфигурация не ниже вышеуказанного качества.
3.3 Сопроводительные документы
№ Наименование Кол-во 1 Руководство по эксплуатации станка (включая электрическую принципиальную схему)
1 2 Паспорт 1 3 Упаковочный лист 1
-
-
- Перечень быстроизнашивающихся деталей
-
| Наименование | Спецификация | Бренд | Ед. изм. | Кол-во |
| Муфта | GS38/GS42 | SHANGGONG/HONGWANG | шт. | 1 |
| Винтовой подшипник | 30TAC62 | NSK | шт. | 4 |
| Винтовой подшипник | 60TAC120 | NSK | шт. | 2 |
| Контргайка | M30*1.5 | отечественная | шт. | 1 |
| Контргайка | M60*2 | отечественная | шт. | 1 |
| Смазочный насос | GDBS1-07E1K-JC | LIUBIAN | шт. | 1 |
| Узел дозирования подачи масла | MG10 | LIUBIAN | шт. | 1 |
| Узел дозирования подачи масла | MG20 | LIUBIAN | шт. | 1 |
| Выключатель давления смазки | YLQA-HS | LIUBIAN | шт. | 1 |
| Фильтр для регулирования давления | AW30-03D-A | SMC | шт. | 1 |
| Клапан регулировки давления | AR30-03-B | SMC | шт. | 1 |
| Пневматический электромагнитный клапан | SY7120-5LZD | SMC | шт. | 1 |
| Обдувочный пистолет | 260 мм/φ10/6 | Отечественный | шт. | 1 |
| Вертикальный центробежный насос | HY4-40 | HEYI | шт. | 1 |
| Контактор переменного тока | LC1-D09M7C | Schneider | шт. | 1 |
| Промежуточное реле | G2RL-24 | Omron | шт. | 1 |
| Импульсный источник питания | ABL2EM24150K | Schneider | шт. | 1 |
| Комплект уплотнений | шт. | 1 |
Примечание: конфигурация быстроизнашивающихся деталей основана на фактическом состоянии, компания гарантирует, что измененная конфигурация не ниже вышеуказанного качества.

связаться с нами
Сопутствующие популярные продукты

Трёхвалковая листогибочная машина
Трёхвалковая листогибочная машина Трехвалковая листогибочная машина типа W11S-20×2000
Вертикальный обрабатывающий центр VMC855
Техническое предложение на вертикальный обрабатывающий центр VMC855

Универсальный станок для сверления и резки
Универсальный станок для сверления и резки Универсальный станок для сверления и плазменной резки листа типа GS/ZK32-4000D

Станок для глубокого сверления и растачивания отверстий
Станок для глубокого сверления и растачивания отверстий Диапазон диаметров глубокого сверления : Φ10~Φ30mm Диапазон диаметров сверления BTA: Φ30~Φ100mm Максимальный диаметр расточки: 110 мм Максимальная глубина сверления: 5000 мм

Станок на производство двутавровых балок
Техническая документация на стан для сборки и прихватки двутавровых балок



Высокоскоростный вертикальный сверлильный станок
Высокоскоростный вертикальный сверлильный станок Высокоскоростный вертикальный сверлильный стан с ЧПУ типа PZG2016
Универсальный станок с ЧПУ для сборки сварки и правки двутавровых балок
Автоматическая линия для производства двутавровых балки Универсальный стан с ЧПУ для сборки, сварки и правки двутавровых балок
Линия для производства дорожного ограждения
Линия для производства дорожного ограждения типа 31085-3/4 мм



Линия для сварки мембранных панелей 3000X6
Техническое предложение на линию для сварки мембранных панелей модели AGMZ3000X6
Портальная сварочная установка
Портальная сварочная установка Портальная сварочная установка типа SHL-4000