








Продукция




-

Линия для производства дорожного ограждения
-
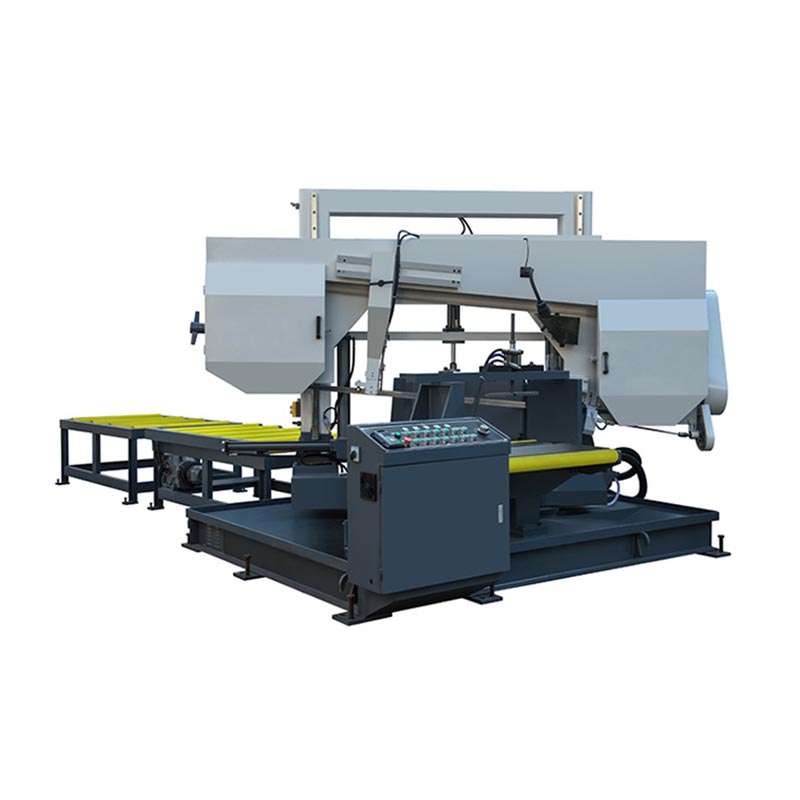
Ленточнопильный станок
-

Сварочные запчасти
-

Станок для правки полок балки
-

Сварочная колонна 250т
-

Трубогибный стан
-

Универсальный станок для сверления и резки
-

Сварочная колонна 250т
-

Сварочная колонна
-

Гидравличский станок для правки полок балки
-

стан для резки труб
-

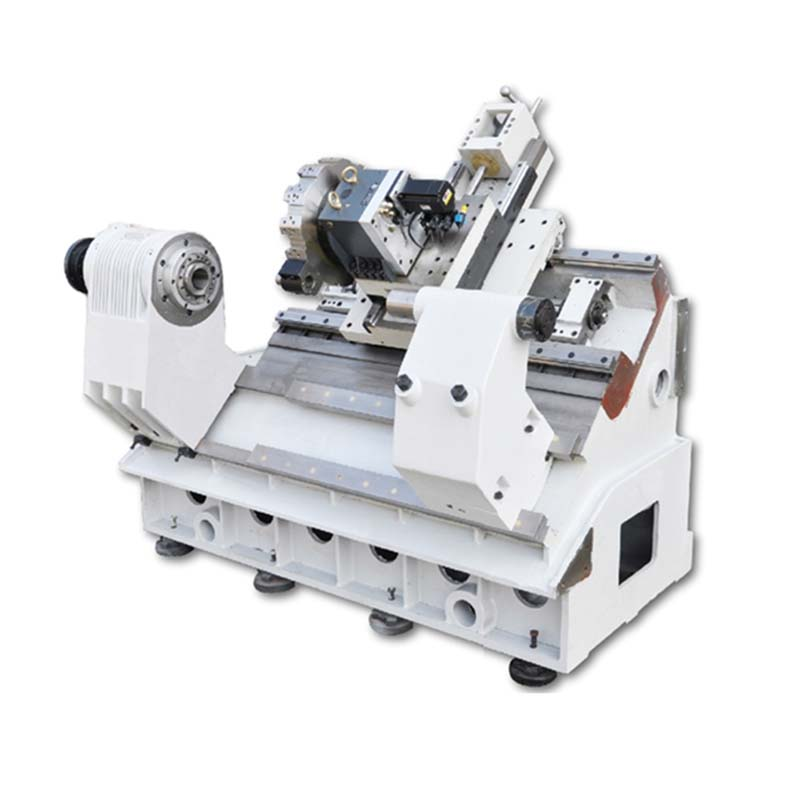
Токарный станок с ЧПУ с наклонной станиной
-
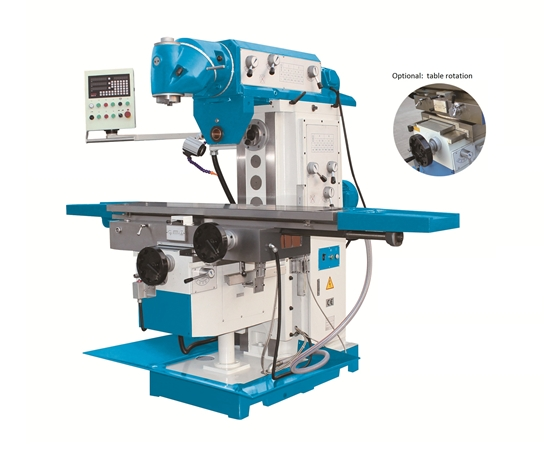
Широкоуниверсальный фрезерный станок
-

Портальная сварочная установка
-

Трёхвалковая листогибочная машина
-

Роликовые опоры



Сварочная установка для сварки продольного шва
Техническое предложение на сварочную установку для сварки продольного шва модели ZF-1500
Описание
маркер

I. Общие сведения
Данное оборудование в основном используется для сварки продольным швом тонколистового или тонкостенного цилиндров. Обладает простой операцией, безопасностью и надёжностью, высокой эффективностью, прекрасная формовка сварного шва и другие особенности: это идеальное оборудование для автоматической сварки
II. Основные технические характеристики
| № | Наименование | ZF-1500 |
| 1 | Сварочный материал | Нержавеющая сталь, алюминия, углеродистая сталь, легированная сталь и др. |
| 2 | Метод сварки | TIG |
| 3 | Толщина листа сварки | 0.5-5 мм |
| 3 | Эффективная длина сварного шва (без присадочной проволоки) |
1500 мм |
| 7 | Скорость сварки | 50-1000 мм/мин. |
| 9 | Точность хода | ± 0.1 мм |
| 10 | Применимый диаметр цилиндрической части | 80 - 1000 мм |
| 11 | Метод регулирования скорости | Частотное регулирование |
III. Описание стана
Специальная установка для продольной сварки швов состоит главным образом из станины, поперечины, вала, механизма перемещения, механизма зажима сварочного факела, механизма блокировки кронштейна и др.
3.1 Станина: применяется стальная конструкция, обладающая достаточной жёсткостью и прочностью, передняя сторона станины оснащена устройством блокировки кронштейна, обеспечивающим минимальную деформацию вала после давления.
3.2 Режим зажима детали:подушка безопасности используется для наполнения оболочки газом, заставляя клавиши создавать давление, сжимая изделие, давление подушки безопасности регулируется между 0-7 кг./см2, расстояние между двумя рядами клавиш 5~20 мм регулируется для удовлетворения потребностей сварки различных деталей; клавиши управляются двухступенчатым педальным переключателем, который может нажать на заготовку соответственно.
3.3 Вал: он изготавливается из высококачественной стали. После термической обработки деформация уменьшается и прочность гарантирована. При работе в вале циркулирует водяное охлаждение, чтобы обеспечить стабильность сварочных характеристик, с тем чтобы уменьшить деформацию заготовки. В верхней части вала есть выемки, которые используются для установки прокладки и разработаны с помощью сварной формовочной матрицы, облегчающей формирование сварного шва.
3.4 Поперечин: использование прямоугольной стальной конструкции, путем точной обработки и оснащенной линейными направляющими с высокоточным шаром для обеспечения точности ходьбы сварочного факела и прямолинейности сварного шва.
3.5 Механизм перемещении: управляется двигателем переменного тока, регулированием частоты, широким диапазоном и высокой точностью.
3.6 Механизм зажима сварочного факела:через опорную пластину сварочный факел может быть отрегулирован в направлении X, Y, Z, ход регулировки вверх/вниз составляет 250 мм, а ход регулировки налево/направо и перед/назад составляет 50 мм, в котором электрическая регулировка используется в направлении X, регулировка цилиндра осуществляется в направлении Y, а направление Z регулируется вручную с высокой скоростью и высокой эффективностью.
3.7 Центрирование детали - это использование пневматического центрирования, быстрая скорость, точность центрирования.
3.8 Ходовой двигатель в этом оборудовании приводится в действие двигателем переменного тока, регулированием скорости преобразователя частоты, широким диапазоном регулирования скорости, высокой точностью и стабильной работой.
IV.Электрическая система управления
Прибор управления автоматикой:
- Программируемый контроллер (PLC) серии FXMitsubishi Япония;
- Преобразователь частоты(INV) серии FRMitsubishi Япония;
- Сенсорный экран (HMI) серии F900 Mitsubishi Япония.
V. Рабочая среда и требования
- Сварочная оснастка: источник питания 220В, однофазный, 50Гц, 2A;
Давление воздуха: 7.5 кг./см2;
- Сварочный источник питания: источник питания 380В, 50Гц;
- Защитный газ: Ar+CO2 смешанный газ;
- Температура: 10°C~+40°C;
Температура: относительная температура воздуха не превышает 85%.
V.Спецификация основных покупных деталей
| № | Наименование | Место производства |
| 1 | Пешеходный редуктор | Тайвань |
| 2 | Электродвигатель | |
| 3 | Преобразователь частоты | Mitsubishi |
| 4 | Линейные направлющие | Тайвань |
связаться с нами
Сопутствующие популярные продукты
Линия для производства дорожного ограждения
Линия для производства дорожного ограждения типа 31085-3/4 мм



Широкоуниверсальный фрезерный станок
Техническое предложение на широкоуниверсальный фрезерный станок модели XL6436CL



Вертикальный сверлильный станок
Вертикальный сверлильный стано Вертикальный сверлильный стан с ЧПУ типа PZ2016

Станок для правки полок балки
Станок для правки полок балки Стан для правки полок балки типа SJZ-40

Трёхмерный сверлильный станок
Трёхмерный сверлильный станок Трехкоординатный сверлильный станок с ЧПУ типа BDM1250×600

Автоматическая линия для формировки профили С
Автоматическая линия для формировки профили С типа GY200
