








Продукция




-

Волоконно-оптический лазерный резак
-

Сварочные запчасти
-

Универсальный станок с ЧПУ для сборки сварки и правки двутавровых балок
-

Машина термической резки
-

Трёхмерный сверлильный станок
-
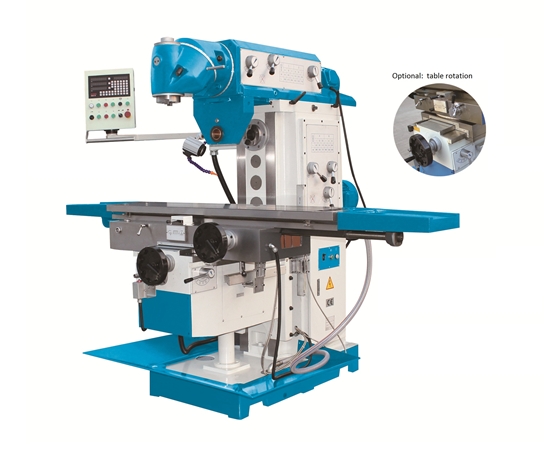
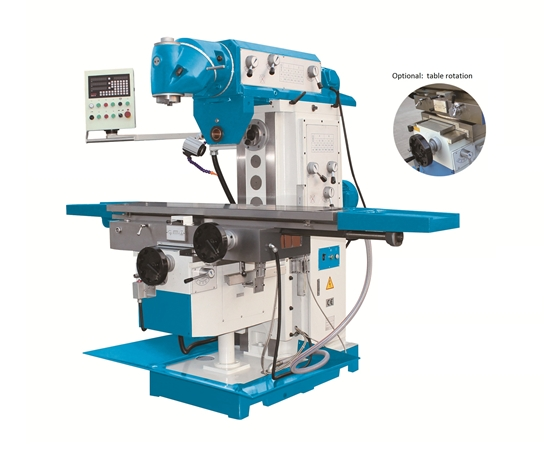
Широкоуниверсальный фрезерный станок
-

Гидравлические сварочные позиционеры
-

Стан для гибки профиля
-

Автоматическая линия для формировки профили С
-

Сварочный позиционер
-

Листогибочный пресс
-

Трёхвалковая листогибочная машина
-

Токарный станок с ЧПУ с наклонной станиной
-

Станок для глубокого сверления и растачивания отверстий
-

Роликовые опоры
-

Сварочная колонна 250т



Гидравличский станок для правки полок балки
Гидравличский станок для правки полок балки
Гидровлический вертикальный стан для правки полок балки типа SJZ-60
Описание
маркер
1.Назначение
В ходе изготовления сварной балки, неизбежно, вследствие термического
нагрева при сварке, возникает изгиб полок – «грибовидность». Оборудование представляет собой прокатный стан с правильными роликами, имеющие возможность выполнять перегиб полок тавровой и двутавровой сварной балки в обратную сторону для исправления «грибовидности» методом остаточной деформации и упругости металла.
2.Устройство

1-Станина; 2-Правая верхняя опора; 3-Ручное зажимное устройство для полки;
4-Приводное устройство правильных роликов; 5-Шкала передвижения правильного ролика; 6-Центрирующая рейка; 7-Подъемное устройство; 8-Главный приводной ролик;
9-Измерительная рейка подъема; 10-Левая верхняя опора; 11-Универсальная сцепка;
12-Гидравлическое зажимное устройство для стенки; 13-Планетарный мотор-редуктор;
14-Опора двигателя.
| № | Параметр | Значение |
| 1 | Модель | SJZ-60 |
| 2 | Тип | гидравлический |
| 3 | Ширина полки балки,мм | 200-800 |
| 4 | Толщина полки балки,мм | 6-60 |
| 5 | Толщина стенки балки,мм | 6-50 |
| 6 | Размер стенки балки по высоте,мм | ≥350 |
| 7 | Скорость правкиЮ,мм/мин | 6150 |
| 8 | Материал заготовки - сталь | Ст3сп/Q235* |
| 9 | Крутящий момент,Н.м | 34770 |
| 10 | Рабочее давление,мПа | 20 |
| 11 | Мощность главного двигателя,кВт | 22 |
| 12 | Мощность гидравлической станции,кВт | 15 |
| 13 | Электропитание | 380В АС 50Гц |
| 14 | Габаритные размеры (Д×Ш×В),мм | 4900×2160×2130 |
| 15 | Вес,кг | 19000 |
*при использовании 09Г2С, толщина выправляемого листа составляет 70% от Ст3сп

Заготовка материала Ст3сп по толщине и ширине должна соответствовать значениям, указанным в таблице:
| c | 20~30 | 30~40 | 40~50 | 50~60 |
| b | 200~800 | 300~800 | 400~800 | 500~800 |
Указанны размеры за один проход заготовки при теоретических расчетах. На практике, количество проката заготовки зависит от степени перегиба полки и ее толщины. При соблюдении данных особенностей исключается «закатка» краев полки.
связаться с нами
Сопутствующие популярные продукты

Высокоскоростный вертикальный сверлильный станок
Высокоскоростный вертикальный сверлильный станок Высокоскоростный вертикальный сверлильный стан с ЧПУ типа PZG2016

Сварочная установка для сварки продольного шва
Техническое предложение на сварочную установку для сварки продольного шва модели ZF-1500
Станок на производство двутавровых балок
Техническая документация на стан для сборки и прихватки двутавровых балок

Станок для правки полок балки
Станок для правки полок балки Стан для правки полок балки типа SJZ-40

Станок гидро-абразивной резки
Станок гидро-абразивной резки Машина сверхвысокодавленнной водяной/плазменной резки с ЧПУ типа HD420-2030

Четырёхвалковая листогибочная машина
Четырёхвалковая листогибочная машина Четыревалковую листогибочную машину типа W12NC-20×2000
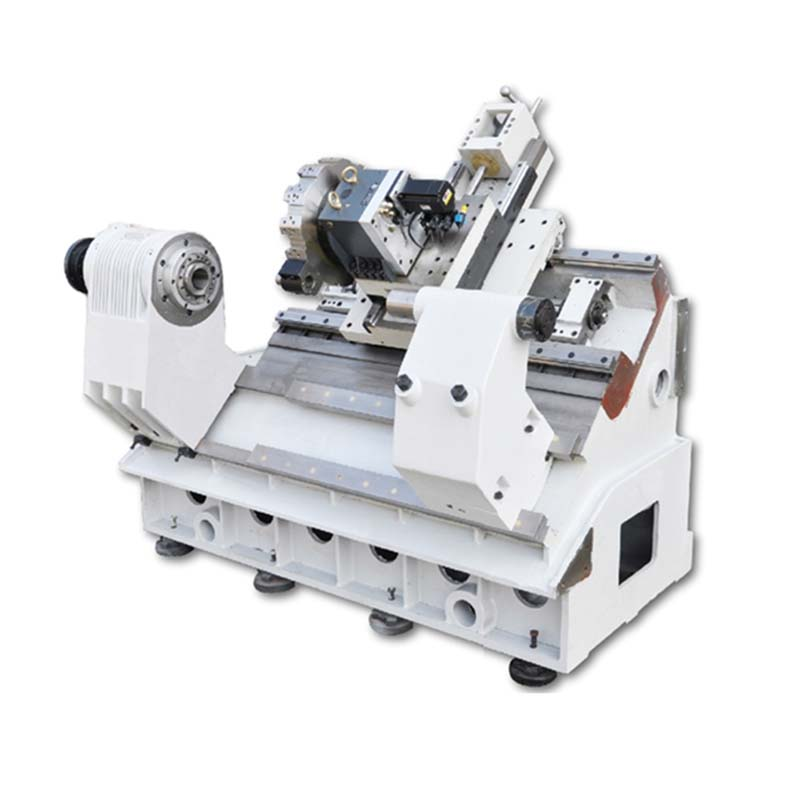
Станок для глубокого сверления и растачивания отверстий
Станок для глубокого сверления и растачивания отверстий Диапазон диаметров глубокого сверления : Φ10~Φ30mm Диапазон диаметров сверления BTA: Φ30~Φ100mm Максимальный диаметр расточки: 110 мм Максимальная глубина сверления: 5000 мм


Линия для сварки мембранных панелей 3000X6
Техническое предложение на линию для сварки мембранных панелей модели AGMZ3000X6

Горизонтально-расточной станок TPX6113
Техническое предложение на Горизонтально-расточной станок TPX6113

Вертикальный обрабатывающий центр VMC855
Техническое предложение на вертикальный обрабатывающий центр VMC855
