








Продукция




-
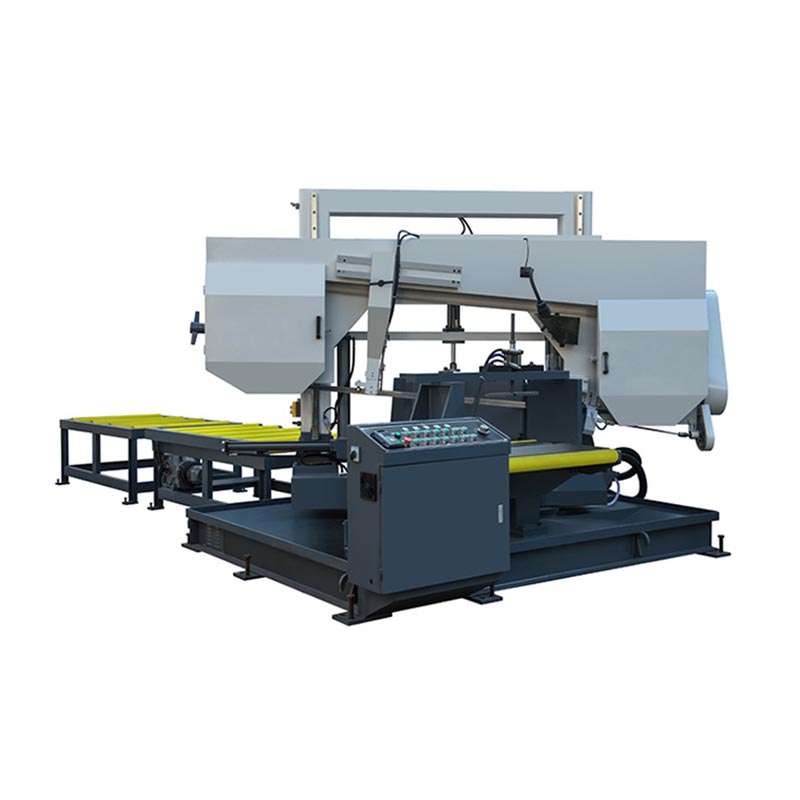
Ленточнопильный станок
-

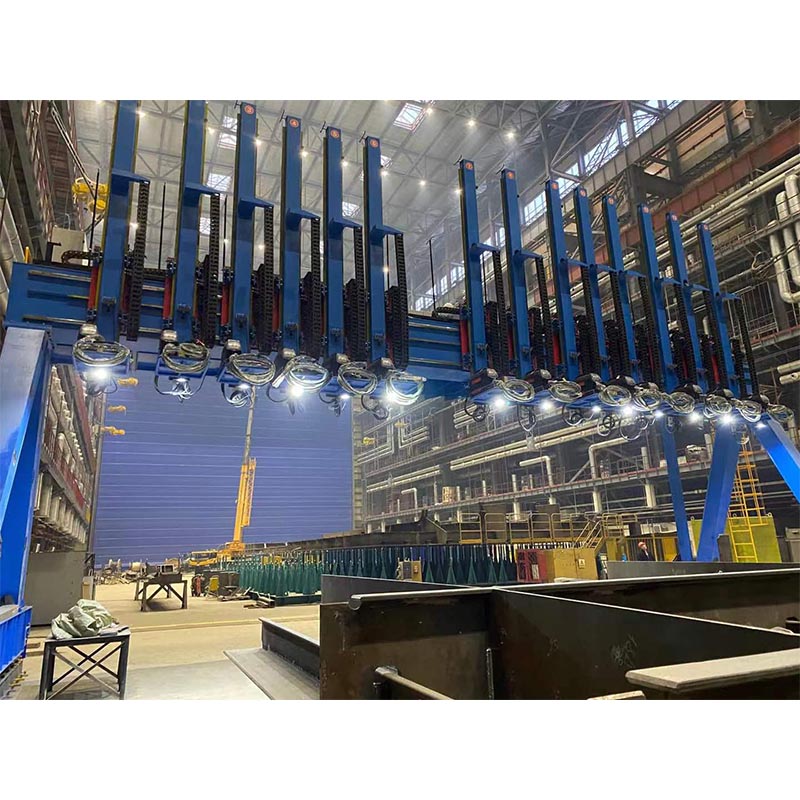
Портальная сварочная установка
-

Универсальный станок для сверления и резки
-

Сварочная колонна
-

Трубогибный стан
-

стан для резки труб
-

Волоконно-оптический лазерный резак
-
Станок на производство двутавровых балок
-

Машина термической резки
-

Сварочный стол
-

Сварочная колонна 250т
-

Трёхмерный сверлильный станок
-

Сварочная установка для сварки продольного шва
-

Трёхвалковая листогибочная машина
-

Токарно-винторезный станок с ЧПУ
-

Токарный станок с ЧПУ с наклонной станиной

Вертикальный обрабатывающий центр VMC855
Техническое предложение на вертикальный обрабатывающий центр VMC855
Описание
маркер
I. Назначение станка
На основание преимущества старого станка улучшили новый тип станка, сохранил преимущество жёсткость основной рамки станка, хорошей симметричности и стабильность, улучшили динамическую жесткость и движущие детали, увеличивали эффективность обработки станка, способность к быстрому реагированию, применяется к требованиям в различных областях механической обработки пресс - формы, военной промышленности, металлов.
II. Общая компоновкастанка
Общая компоновка станка закреплена на основании, и седло на основании станки перемещается в направлении Y; рабочий стол перемещается в направлении X на седле станины; стойка закреплена на основании, а шпиндельная бабка перемещается в направлении Z по стойке.
Ⅲ. Конструктивная характеристика станка
- Высокая жесткость и долгое сохранение точность обработки
Основные части станки, в том числе основание, рабочий стол, стойку, седло и шпиндельную бабку, все формирован из высококачественных смол и применяется чугунное литьё высокой прочности, проводил термообработки чтобы снять отставшие усиления, и разместили достаточные количество рёбер для увеличения жесткости, обеспечивает высокую жесткость прочность и стабильность станки.
По трем осям используются роликовые прямолинейные направляющие, имеющие высокую жесткость, быстрое реагирование, высокую точность и не будет ползание при низкой скоростей.
Трехосный передача осуществляется посредством шлифовальной шарико-винтовой пары с двойной гайкой, которую производит в Тайване, имеет компактную конструкцию, плавное движение, высокую точность. В винтовой опоре применяется японский оригинальный винтовой опорный подшипник, предварительно растянутый на обоих концах для устранения потери точности, вызванной тепловым удлинением, и образует стабильную и высокожесткую систему механической передачи.
Расстояние от центра шпинделя до поверхности направляющей невелико, крутящий момент наклона невелик, хорошая жесткости конструкции; шпиндельная бабка имеет усиленную конструкцию для обеспечения стабильной опоры шпинделя.
Шпиндель тайваньского производства с высокой жесткостью смазывается консистентной смазкой, которая обеспечивает постоянную и надежную смазку подшипника шпинделя, что экономично и безвредно для окружающей среды и не требует длительного технического обслуживания.
- Высокая точность и высокая динамическая характеристика
Шпиндель имеет трехточечную опору, на переднем и заднем концах используются два высокоточных радиально-упорных шарикоподшипника, а в середине используется один высокоточный радиально-упорный шарикоподшипник, что обеспечивает высокую жесткость шпинделя и чрезвычайно высокую точность вращения шпинделя.
Три оси оснащены роликовыми линейными направляющими, что обеспечивает высокую точность, большую грузоподъемность, низкий коэффициент трения, оптимизированную точность окружности, точное позиционирование и одновременно высокие динамические характеристики отклика.
- Высокая эффективность
Скорость вращения шпиндели 12000 об/мин, быстрое перемещение 36/36/30 м/мин, скорость подачи резания 10 м/мин;
Имеется роботизированное устройство автоматической смены инструментов, которое обладает функцией поблизости выбора инструмента, удобно для технического обслуживания, а замена инструмента происходит быстро и надежно.
- Защитное ограждение
Принимает высококачественное защитное ограждение, которое производит на специальном заводе, отвод воды на основание применяет конструкцию большой тарелки, устранил ситуации утечки воды.
Машина оснащена устройством для отвода стружки цепного типа, а также пневматическим пистолетом и водяным пистолетом, которые позволяют быстро собирать обработанную железную стружку в ящик для стружки.
Ⅳ. Система ЧПУ и его стандартные функции
- На данном станке принимается система ЧПУ FANUC-OI-MF(5).
- Основные функции системы
| Максимальное общее количество управляемых осей | 5 осей подачи/1 шпиндели |
| Максимальное количество одновременно управляемых осей | 4 |
| Измерительная система | Метрическая система |
| Система ввода | Метрическая или английская система |
| Ввод данных | Добавленная стоимость / абсолютная стоимость |
| Точность ввода | 0.001 мм |
| Диапазон интерполяции и интерполяции | Линейный +99999.999 мм
Круг +99999.999 мм |
| Ввод подачи | Прямо в мм/об. или мм/мин |
| Кратность увеличения | 0 ~ 150% |
| Серво маховик | Точная настройка салазки,на маховик возможно выбрать диапазон:
0.1 мм, 0.01 мм и 0.001 мм |
| Снижение скорости быстрого перемещения | Через ввод параметра |
| Скорость вращения шпинделя | Ввод в об/мин |
| Увеличение скорости вращения шпинделя | От 50 до 120% |
| Система координат | Прямоугольные координаты, полярные координаты |
| Управление с постоянной окружной скоростью | Ввод в м/мин |
| Программирование инструмента | Номер инструмента указывается значением из 2 цифр после адреса T |
| Файл инструмента | 400 шт |
| Объем программы | 512K |
| Компенсация радиуса резания | Программирование через G40, G41 и G42 |
| Регистрация времени обработки | Сохранение времени после выключения |
| Время обработки | Время работы и расчет количества деталей |
| Дрейф нуля | 6 команд от G54 до G59, остальные точки программируются |
| Управление программами | Наименование файла программы максимум 32 символа |
| Количество программы | Программа NC сохранит 400 шт |
| Подпрограмма | 10 степени вложений |
| Повторение подпрограммы | Повторный цикл 1~ 999 |
| Ввод/вывод программы | Через последовательный порт, U-диск или карту памяти |
| Макропрограмма пользователя | |
| Добавление общедоступных переменных пользовательской макропрограммы | #100~#199, #500~#999 |
| Дисплей | Цветной ЖК-дисплей диагональю 10,4 дюйма |
| Копирование программы | Через расширенный редактор программы (копия) |
| Поиск блока | В выбранном программе искать коды программы и блока |
| Параметры | Станок, настройки и рабочие параметры можно редактировать в системе управления, считывать и выводить через последовательный порт и карту памяти |
| Технические документации | 0i-MF руководство по эксплуатации, инструкция по параметрам, инструкция по техническому обслуживанию |
| Основной принцип контура | |
| Прямая линия | X/Y/Z |
| Дуга | Можно быть представлена радиусом/конечной точкой или центральной точкой |
| Цикл сверления | Малый калибр глубоких отверстий цикл, фиксированный цикл для сверления |
V.Масляный охладитель шпинделя
Масляная система охлаждения шпинделя с замкнутым контуром.
Динамический контроль температуры позволяет станку работать продолжительное время на максимальных оборотах, предотвращает перегрев и температурную деформацию шпинделя, гарантируя точность обработки и длительный срок службы
Особенно необходим при обработке алюминия и легких сплавов, при обработке инструментом малых диаметров и других операциях, где длительное время требуются высокие обороты и нужно обеспечить максимальный отвод тепла от подшипников шпинделя.

VI.Условия установки
- Температура
Температура эксплуатации: 5 ~ 45℃;
При хранении и транспортировке: -30℃~50℃;
Колебания температуры: разница температур за 24 часа составляет менее 2℃.
- Влажность
Непрерывный: менее 75% (без конденсации);
Короткое время: менее 95% (без конденсации).
- Высота над уровнем моря
Ниже 1000 м.
- Условия на месте установки
Вдали от сейсмических источников, источников тепла и тепловых потоков;
Концентрация пыли в воздухе не должна превышать 10 мг/м3;
Воздух не должен содержать кислот, солей и агрессивных газов.
- Источник питания
3-фазный 380В±10%, 50 Гц.
- Мощность источника питания
Приблизительно 25 кВА.
- Источник газа
Давление составляет не менее 0,6 МПа, а расход - около 200 л/мин.
VII. Основные технические характеристики и технические параметры
| Модель станки | VMC855 | Ед. изм. | |
| Рабочий стол | Размеры рабочего стола (Д*Ш) | 1000×550 | мм |
| Т-образный паз (количество × ширина × расстояние) | 5×18×90 | мм | |
| Максимальная нагрузка | 500 | Кг | |
| Диапазон обработки | Ход по осям X/Y/Z | 800/550/550 | мм |
| Расстояние от торцы шпинделя до поверхности рабочего стола | 140 ~ 690 | мм | |
| Шпиндель | Номинальная мощность двигатели | 11/15 | КВт |
| Диапазон скорости вращения | 0 ~ 12000 | rpm | |
| Тип конуса | ВВТ40 | ||
| Вытяжная заклепка | P40T-1-MAS403 (45°) | ||
| Подач | Крутящий момент двигателя оси X/Y/Z (при заторможенном роторе) | 20/20/20 | Нм |
| Скорость быстрого перемещения по осям X/Y/Z | 36/36/30 | м/мин | |
| Максимальная скорость подачи по осям X/Y/Z | 10 | м/мин | |
| Магазин инструментов | Вид автоматизированной смены инструмента | Дисковый манипулятор | |
| Количество инструментов | 24 | шт | |
| Максимальная длина инструмента | 300 | мм | |
| Максимальный вес инструмента | 8 | кг | |
| Максимальный диаметр инструмента (полный/сосед пустой) | φ78/φ120 | мм | |
| Время смены инструмента (от инструмента к инструменту) | 1.55 | сек | |
| Точность | Точность позиционирования по три осям | 0.01 | мм |
| Точность повторяемости по три осям | 0.008 | мм | |
| Другие | Общая мощность станка | Примерно 25 | КВт |
| Габаритные размеры станка | Около 2700×2400×2750 | мм | |
VIII. Стандартная конфигурация машины
| № | Стандартная комплектация основной машины | |
| 1 | Cистема главной передачи (включаются главный двигатель, шпиндель, ленточное колесо и т.д.) | |
| 2 | Трехосная система сервопривода (серводвигатель, шарико-винтовая пара и т.д.) | |
| 3 | Основные конструктивные элементы (включаются основание, рабочий стол, стойка и т.д.) | |
| 4 | Система ЧПУ (включаются коробка управления, электрошкаф, мобильный импульсный генератор и т.д.) | |
| 5 | Пневматическая система (включаются сдвоенный узел, электромагнитный клапан и т.д.) | |
| 6 | Автоматическая смазочная система (включаются масляный насос, распределитель и т.д.) | |
| 7 | Система смазочно-охлаждающей жидкости (включаются насос, бак для воды и т.д.) | |
| 8 | Защита внутрь X, Y и Z | |
| 9 | Полностью огражденный кожух | |
| 10 | Система регулирования по горизонтали (включаются сухарь и т.д.) | |
| 12 | Сопроводительные документы | Руководство по эксплуатации механической части
Руководство по эксплуатации электрической части Паспорт Упаковочный лист |
Ⅸ. Перечень основных покупных деталей
| № | Наименование | Типоразмер | Производитель | Примечание |
| 1 | Сисиема ЧПУ | FANUC-OI-MF (5) | FANUC | |
| 2 | Главный двигатель | βiI12 | FANUC | 11/15 кВт |
| 3 | Электродвигатель по оси X | βiS22 | FANUC | |
| 4 | Электродвигатель по оси Y | βiS22 | FANUC | |
| 5 | Электродвигатель по оси Z | βiS 22B | FANUC | С тормозом |
| 6 | Шпиндельный блок прямого подключения | BBT40-12000 | Тайвань | Спец. |
| 7 | Магазин инструментов | BT40-24 | Тайвань | |
| 8 | Цилиндр для разжима инструмента | 4.5T | HINAKA | |
| 9 | Шариковый винт | φ40×16 (C3) | HIWIN/PMI | |
| 10 | Роликовая направляющая | 35/45/45 | HIWIN/PMI | |
| 11 | Опорный подшипник ходового винта | 30TAC | NSK или FAG | |
| 12 | Устройство для отвода стружки цепного типа и тележка | Спец. | ||
| 13 | Двигатель четвертой оси, привод, поворотный стол | 210 | Спец. | |
| 14 | Центральный водовыпуск | Спец. |
связаться с нами
Сопутствующие популярные продукты

Гидравличский станок для правки полок балки
Гидравличский станок для правки полок балки Гидровлический вертикальный стан для правки полок балки типа SJZ-60

Автоматическая линия для формировки профили С
Автоматическая линия для формировки профили С типа GY200


Вертикальный сверлильный станок
Вертикальный сверлильный стано Вертикальный сверлильный стан с ЧПУ типа PZ2016


Универсальный станок для сверления и резки
Универсальный станок для сверления и резки Универсальный станок для сверления и плазменной резки листа типа GS/ZK32-4000D

Станок гидро-абразивной резки
Станок гидро-абразивной резки Машина сверхвысокодавленнной водяной/плазменной резки с ЧПУ типа HD420-2030


Линия для производства дорожного ограждения
Линия для производства дорожного ограждения типа 31085-3/4 мм

Горизонтально-расточной станок TPX6113
Техническое предложение на Горизонтально-расточной станок TPX6113
Трёхвалковая листогибочная машина
Трёхвалковая листогибочная машина Трехвалковая листогибочная машина типа W11S-20×2000